Отчет по практике: Технология пайки изделий при подготовке производства
Название: Технология пайки изделий при подготовке производства Раздел: Промышленность, производство Тип: отчет по практике Добавлен 06:05:03 22 декабря 2009 Похожие работы Просмотров: 2387 Комментариев: 16 Оценило: 5 человек Средний балл: 5 Оценка: неизвестно Скачать
Федеральное агентство по образованию
Государственное общеобразовательное учреждение
высшего профессионального образования
Тульский государственный университет
кафедра «Системы автоматического управления»
по технологической ознакомительной практике
База практики «Тульский оружейный завод»
Время практики: с 18.02.2008
1. Пайка, ее физико-химические особенности, технология и технологические процессы
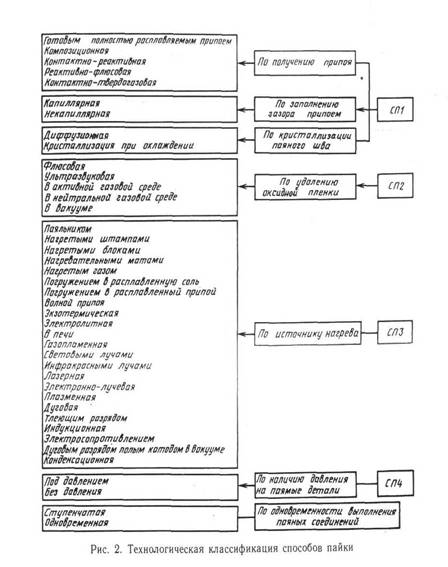
2. Технологическая классификация способов пайки
3. Технологические и вспомогательные материалы при пайке
3.2 Припои, образующиеся при пайке
3.3 Вспомогательные материалы при пайке и их классификация
4. Технологическое оснащение пайки
4.2 Электронагревательные ванны
4.3 Индукционные нагревательные установки
5. Заключение. Значение проектирования технологии пайки изделий при подготовке производства
7. Список литературы
1. ПАЙКА, ЕЕ ФИЗИКО-ХИМИЧЕСКИЕ ОСОБЕННОСТИ, ТЕХНОЛОГИЯ И ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
Пайкой называется образование соединения с межатомными связями путем нагрева соединяемых материалов ниже температуры их плавления, смачивания их припоем, затекания припоя в зазор и последующей его кристаллизации (ГОСТ 17325—79).
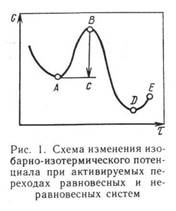
При пайке автономного плавления паяемого материала не происходит, так как процесс осуществляется при нагреве до температуры ниже температуры его солидуса. Однако паяемый металл контактирует с припоем в ином агрегатном (жидком) состоянии. При этом паяемый металл и припой, имеющие/химическое сродство, представляют неравновесную систему, так как на их границе существует градиент концентраций и энергии. Поэтому процессы взаимодействия материалов при пайке связаны с обменом веществом и передачей энергии, происходящими специфическим образом. Такое взаимодействие базируется на взаимодополняющих феноменологических (макроскопических) и микроскопических методах анализа. Важнейшим феноменологическим методом анализа при этом является термодинамика.
Переход из одного равновесного состояния в другое с преодолением энергии активации Q происходит через особые неравновесные состояния — активируемые состояния атомов. По гипотезе Аррениуса в 1889 г. для газов, распространенной для твердых и жидких тел В. А. Левичем, в единице объема активируются не все N атомов, а лишь те N0, которые при температуре То обладают избыточной энергией Q:n0=Ne—QRT, где R — газовая постоянная. Энергия активации Q — это потенциальная энергия, которая увеличивается за счет кинетической энергии системы, особенно при эндотермических процессах (например, плавлении). При передаче кинетической энергии в термически активируемом процессе порциями потенциальная энергия также увеличивается в виде флуктуации. Таким образом, активируемое состояние является переходным (промежуточным состоянием) с повышенной потенциальной энергией. Оно возможно не только при поглощении теплоты (эндотермических реакциях), но и при деформации. Активируемые состояния возникают при фазовых переходах первого рода.
К фазовым переходам первого рода относятся фазовые превращения однокомпонентных систем, объем которых при температуре Г0 и давление р0 изменяется скачком и одновременно происходит выделение или поглощение теплоты. К ним относятся равновесные переходы из одного агрегатного состояния в другое, полиморфные превращения, связанные с изменением температуры и давления в процессах диффузии, образования зародышей новых фаз при кристаллизации и распаде твердых растворов и др. Самопроизвольные фазовые переходы первого рода и их изменения по второму закону термодинамики стимулируются условиями dS> 0 и dz3 кл. 29—182) требуемого состава.
Изготовление фольги из некоторых припоев, имеющих пониженную пластичность в литом состоянии, например припои Си— Mn—Ni—Li, возможно прокаткой из жидкого состояния с последующей прокаткой полученных листов до требуемой толщины вхолодную, с промежуточными отжигами. Ленту малопластичных припоев иногда получают распылением стальной стружки или прокаткой из порошка с последующим спеканием.
Получение листа припоя из жидкого состояния возможно не только прокаткой, но также путем нагрева до расплавления и сдавливания затвердевающих мелких капель припоя пуансоном.
При необычной форме соединяемых деталей или стесненном монтаже, например радиотехнических схем, при необходимости механизации и автоматизации процессов сборки и пайки, для снижения отходов припоя используют литые заготовки припоя требуемой формы. Такие заготовки представляют собой фасонные отливки в виде сеток, колец, пластин различной формы, которые получают, например, литьем в кокиль или по выплавляемым моделям.
Малопластичные припои можно применять в виде точеных колец. При этом по наружной стороне разрезных колец припоя круглой или другой формы для уменьшения расхождения стыкуемых концов во время нагрева при пайке проводят обкатку роликом с пирамидальными выступами, что обеспечивает образование в заготовке напряжений сжатия (по данным Д. Е. Фута).
Припои могут быть использованы в виде порошков. Применение порошков припоев позволяет снизить трудоемкость и стоимость их изготовления. Для многих порошковых припоев после их изготовления необходима активация поверхности частиц путем нагрева в атмосфере водорода или в вакууме ниже температуры их солидуса. Порошки припоев получают следующими способами: механическим измельчением (в том числе в шаровых мельницах с чугунными шарами); в вибрационных и вихревых мельницах; путем распыления (раздува) жидкого припоя в струе пара, воды или газа и т. п. Порошки припоев, полученные распылением в среде инертного газа, например, аргона, имеют сферическую форму, незагрязняются нежелательными примесями и не имеют оксидных пленок на поверхности. Однако для конструкций многих типов применение припоев в виде порошков нетехнологично при сборке.
Для современного производства в связи с механизацией и автоматизацией процессов более удобны припои в виде паст, а также прессованных или формованных заготовок из смеси порошка припоя и связки. Пасты обычно представляют собой тонкие смеси (10—100 мкм) металлических компонентов в виде порошков и связующих нейтральных веществ (связок), испаряющихся при пайке. Для нанесения паст применяют пневматические дозирующие устройства, иногда с электрическими системами управления, в том числе реле времени, встроенным в автомат.
Применение паст облегчает внесение припоя при сборке, позволяет точно дозировать состав и количество припоя, количество флюса, а при хороших адгезионных свойствах пасты обеспечивать фиксацию деталей без сборочных приспособлений. Применение паст обеспечивает также полное улетучивание материала связки, исключает высыхание, и изменение химического состава смеси при длительном хранении.
Из порошков изготовляют и прессованные заготовки. Обычно такие заготовки, имеющие внешнюю форму, подогнанную к контуру сопряженных паяемых поверхностей, укладывают предварительно в зазор между деталями. Для обеспечения высокой чистоты поверхности такие заготовки получают горячим прессованием, после чего на них наносят плотный слой пластмассового покрытия и упаковывают в защитные чехлы. Температурный интервал плавления таких припоев (по В. Вуиху) не должен превышать 85 °С во избежание ликвации припоя при медленном нагреве. ‘ По данным Г. А. Асиновской, для изготовления таблеток и закладных деталей не пригодны порошки со сферической формой частиц. Для этого необходимы порошки с частицами неправильной формы, получаемые при распылении струи жидких припоев струей воды.
В качестве связки при изготовлении паст из порошков могут быть использованы многие вещества, испаряемые при нагреве без остатка: вода и ее смеси с флюсом ПВ 209; акриловая смола, растворенная в растворителе Р-5; полистирол, растворенный в летучем растворителе — ксилоле или лигроине (нафте). При этом 20—25 % связки составляют гранулы полистирола. В готовую связку вводят чистый порошок припоя, например меди, размерами частиц не крупнее 200 мкм. Перед пайкой необходима сушка детали с нанесенной пастой в течение 15—20 мин. Однако такая связка может загораться. По данным Л.А. Гржимальского и Ю.Ф. Сидохина, в качестве связки можно использовать раствор лака в ацетоне. При пайке до температуры 1150 °С возможна диффузия углерода из связки в паяемый металл.
В качестве связки при изготовлении формованных заготовок припоя в виде кольца из порошка хрупкого припоя используют боросиликатное неорганическое стекло с добавками флюсующего вещества.
Для облегчения работы шприцевых дозирующих устройств, наносящих пасту из высокоплавких припоев, применена связка, имеющая состав (об. %): 85—91 полибутилена; 3—5 соединений из группы полиметилэфира этиленгликоля и просто этиленгликоля; 5—10 воды; 0,5—1,0 твердой акриловой смолы из низших сополимеров эфиров акриловой и метакриловой кислот (Пат. 3475442 США, МКИ 3 кл. 260—296).
В некоторых случаях необходимо применять неэлектропроводный порошок припоя. Подобный порошок из меди и оловянно-свинцовых припоев может быть изготовлен в виде частиц диаметром 5—500 мкм путем покрытия их слоем диэлектрического органического флюса с температурой плавления ниже температуры плавления припоя, образующего сплошные электроизоляционные покрытия, адгезионно удерживающие частицы припоя на паяемой поверхности. Для этой цели наиболее пригодны полимерные органические флюсы, например канифоль.
В 80-х годах была разработана новая технология получения фольги из хрупких припоев путем быстрого охлаждения их из жидкого состояния со скоростью
10 6 °С/с. Такие условия охлаждения достигаются:
1) распылением жидкого припоя на водоохлаждаемый барабан;
2) подачей струи припоя в зазор площадью 5—70 ‘мм 2 между валками, вращающимися со скоростью >0,2 м/с, с последующей обработкой фольги в нейтральной или восстановительной среде при температуре 300—500 °С;
3) подачей струи припоя на один или два медных валка, вращающихся со скоростью 0,2 м/с (толщина фольги 15—70 мкм).
Такие фольги припоев достаточно пластичны и складываются «на себя» с нулевым радиусом без излома; в структуре припоя в аморфном (стеклообразном) состоянии может находиться 100— 50 % металла. Расстекловывание и переход в хрупкое состояние происходит при достаточно высокой его температуре (
0,5/пл ) и не влияет на температурный интервал плавления припоя. При этом фольга остается химически гомогенной и плавится равномерно. Таким способом в США была получена лента фольги припоев системы Ni—Сг—В—С, которая предназначалась для бесфлюсовой пайки в сухом водороде, инертном газе или вакууме при зазоре шириной 0,100 мм и была применена для пайки лопаток с ободом (Пат. 4250223 США МКИ 3 кл. 428/606 В 22 Г 5/00).
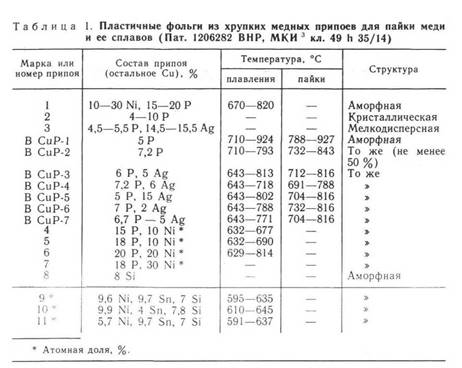
В табл. 1 приведены данные о пластичных фольгах припоев на основе меди и никеля.
Припои BCuPl—BCuP7, № 4—7 получают в виде фольги путем сверхбыстрого охлаждения.
Эти материалы имеют формулу TX, где Т — переходной металл, а X— элемент из группы Р,В, С,А1, Si, Sn, Gl, In, Be, As;i — атомная доля элемента 70—87%; / — атомная доля элемента 13—30 %. Все эти материалы ранее изготовляли в виде порошков.
Припой № 8 получен в стеклообразном состоянии при конденсации из паров.
Временное сопротивление разрыву соединений из меди, паяных встык припоем № 5 в виде фольги, толщиной 0,002—0,004 мм в печи (в диссоциированном аммиаке) при температуре 732 °С, составляет 158,5 МПа (временное сопротивление припоя 52,8 МПа). Перед пайкой припой укладывают в сборочный зазор.
Скорость охлаждения припоев при изготовлении должна быть весьма большой. Для припоев системы Ni—Cr—Fe—Si—В скорость охлаждения
5,5-10 5 °С/с (10 5 —10 6 °С/с).
Припои, не содержащие Si и В, применяют для пайки входных направляющих аппаратов, готовых панелей и колец с готовым уплотнением [31] из стали, легированной кремнием и алюминием. Припои системы Ni—Si по смачиваемости никелевых сплавов превосходят припои системы Ni—Р—Сг. Такого типа припои без бора выгоднее для пайки тонкостенных изделий.
Припои на никелевой основе систем Ni— Cr—Fe—Si—Со—В; Ni—Сг—Si—Fe—В; Ni—Si—В; Ni—P; Ni—Cr—Fe—Mo—Co—В; Ni—Cr—В при подаче их в виде струи на быстро вращающийся валок получают в виде фольги толщиной 25—60 мкм (Пат 14661 США, МКИ 3 В 23 К 35 8/30).
Никелевые хрупкие припои в виде пластичной фольги со смешанной структурой, состоящей из смеси метастабильной фазы с аморфной структурой, получаемой при закалке со скорстью охлаждения 10 5 —10 6 °С/с, могут быть борированы путем нанесения на них амина борана при температуре 70 °С. Атомная доля образующихся в фольге боридов составляет 2—25 %. Бориды Ni, Fe, Со распадаются при температуре пайки и не препятствуют отведе-нию бора в основной металл — литейный никелевый жарпрочный сплав. Обычно нанесение бора не рекомендуют из-за образования весьма стабильных боридов W, Мо, Та, Al, Ti, Nb, не распадающихся при температуре пайки (Пат. 4160854 США, МКИ 3 кл. 428/607 Г 16 В 5/08).
3.3 Вспомогательные материалы при пайке и их классификация
К вспомогательным материалам при пайке относятся флюсы, газовые среды для нанесения стоп-материалов покрытий.
Флюсом называют неметаллическое вещество, предназначенное для удаления адсорбированного кислорода или водной пленки с поверхности паяемого металла и припоя и для предотвращения ее образования при пайке на воздухе, для изменения поверхностного натяжения жидкого припоя. Реактивные флюсы служат также источниками компонентов легкоплавкого припоя или покрытия при пайке.
Активность флюса, т. е. его способность флюсовать, зависит от его состава и температуры пайки. Поэтому важнейшей характеристикой паяльного флюса является его температурный нтервал активности.
По мере нагрева состав флюса может изменяться, так как в нем могут развиваться процессы испарения, разложения и окисления его компонентов, химического взаимодействия их между собой. На границе с паяемым металлом возможно взаимодействие флюса с оксидной пленкой и паяемым металлом или компонентами паяемого сплава, процессы восстановления тяжелых металлов из компонентов флюса. Интенсивность и полнота протекания таких процессов зависят от температуры и времени.
Активность жидкого флюса и его защитная функция реализуются только при покрытии им поверхности паяемого металла, так как смачивание жидким припоем, растекание и затекание его в капиллярный зазор при пайке происходит только по офлюсованной поверхности. Поэтому равномерное смачивание паяемого металла жидким флюсом является одним из важнейших условий обеспечения высокого качества паяного соединения.
По характеру воздействия на оксиды различают флюсы электрохимического, химического, растворно-химического и защитного действия. Флюсы защитного действия предохраняют паяемый металл или припой, очищенные перед пайкой, от оксидов, от повторного окисления в процессе хранения.
К флюсам электрохимического действия относятся гигроскопичные хлоридные флюсы для низкотемпературной пайки и хлориднофторидные флюсы для высокотемпературной пайки алюминия и его сплавов.
Как показали исследования, боридно-хлоридные флюсы, применяемые для пайки сталей и медных сплавов, относятся к флюсам растворно-химического действия. Вероятно, к этому же классу принадлежат: боратно-хлоридные и боратно-фторидные флюсы, используемые для пайки сталей и никелевых сплавов.
К флюсам для низкотемпературной пайки с выраженным электрохимическим Действием относятся неорганические флюсы хлоридного типа, состоящие из слабодиссоциирующего растворителя и активатора. В качестве растворителя для них используют воду, спирты, а в качестве активатора — соляную кислоту и хлориды тяжелых металлов. Другие кислоты, такие, как НМОз, H2SO4 и др., не пригодны для этой цели.
Флюсы, восстанавливающие металл из оксидов по химической реакции, относятся к флюсам химического действия.
К флюсам преимущественно химического действия относятся органические флюсы для низкотемпературной пайки. Однако органические флюсы, активированные хлоридами, также приобретают электрохимическое действие.
Неорганические флюсы могут быть как низкотемпературными, так и высокотемпературными. Важнейшими характеристиками флюсов являются температурно-временная область их активности и временной интервал сохранения активности при температуре пайки материала конструкции.
Защита паяемого материала и жидкого припоя в месте пайки от непосредственного контакта их с кислородом воздуха, а также восстановление металлов из оксидов возможны также с помощью инертных газовых сред, активных газовых сред и вакуума.
Важнейшей характеристикой инертных газовых сред и вакуума при пайке металла с выбранным припоем является температурный интервал восстановимости в них оксидов, а активных газовых сред — температурный интервал активности.
К вспомогательным материалам для пайки относятся также вещества — стоп-материалы, используемые при подготовке поверхности конструкционного материала и наносимые на паяемый материал в местах, где нежелательно смачивание паяемого металла жидким припоем. Такие вещества подразделяют на стоп-пасты и покрытия, наносимые, например, гальваническим методом, путем распыления или пульверизацией.
4. ТЕХНОЛОГИЧЕСКОЕ ОСНАЩЕНИЕ ПАЙКИ
Технологическое оснащение пайки включает нагревательное оборудование, инструмент, оснастку и средства механизации, автоматизации и роботизации. Оборудование должно, прежде всего, обеспечить возможность реализации выбранного термического цикла пайки изделия и быть наиболее экономичным.
Исходной информацией при этом служат технические требования к готовому изделию, план выпуска изделий и сроки их изготовления, технические возможности технологического оснащения.
Современное паяльное производство характеризуется многообразием применяемого нагревательного оборудования, большая часть его заимствована из других видов производства. При этом заимствованное оборудование используется либо непосредственно, либо дорабатывается с учетом конструкционных особенностей паяемых изделий, конструкционного материала, технологии изготовления, технологического процесса пайки, характера производства.
К первой группе оборудования с общим нагревом относят электротермические установки (печи и нагревательные ванны), установки со сканирующим электронным лучом, оптическим нагревом и для пайки волной припоя. Во вторую группу оборудования с локальным нагревом входят паяльники, газопламенные горелки, паяльные лампы, плазменные горелки, установки с нагревом электросопротивлением и посты индукционной пайки.
Такое разделение условно, поскольку не всегда можно провести четкое разграничение между указанными группами оборудования. Например, пайку нескольких составных частей малогабаритного изделия можно осуществить путем одновременного нагрева всех соединений с использованием оборудования второй группы. И наоборот, оборудование первой группы можно применять для раздельного нагрева каждого места пайки. По способу преобразования электрической энергии в тепловую и подвода теплоты к нагреваемому объекту электротермические установки подразделяют на электроустановки сопротивления и индукционные нагревательные установки. В установках электросопротивления теплота выделяется в проводниках при прохождении по ним электрического тока. При этом проводники могут быть твердые и жидкие. К установкам с твердыми проводниками относятся электропечи сопротивления и установки инфракрасного нагрева, а к установкам с жидкими проводниками — электрические ванны.
Печи сопротивления — наиболее распространенный вид нагревательного оборудования, применяемого в производстве паяных изделий. Печи сопротивления разделяют по следующим основным признакам:
1) по роду работы и конструктивным признакам — на печи периодического (камерные, шахтные и колпаковые) и непрерывного (конвейерные, толкательные и карусельные) действия;
2) по атмосфере в рабочем пространстве — на печи с окислительной (воздушной) средой, с контролируемыми (защитными или восстановительными) атмосферами и вакуумные;
3) по рабочей температуре — на низко температурные (до 450 °С), среднетемпературные (до 1100°С) и высокотемпературные (до 1600 °С).
В электропечах периодического действия паяемое изделие через загрузочное отверстие (окно) помещают в. рабочее пространство, в котором изделие, как правило, неподвижно в течение нагрева и выдержки при температуре пайки. Выгружают изделие из печи через то же отверстие.
Камерные печи просты по конструкции, универсальны и позволяют варьировать параметры температурно-временного режима пайки в широких диапазонах. К недостаткам камерных печей относятся трудность обеспечения равномерного нагрева по всему объему рабочего пространства и создания в печи газовой среды заданного состава при кратковременных режимах пайки, сложность механизации загрузки и выгрузки.
Печи, рассчитанные на работу с контролируемыми атмосферами и в вакууме, полностью герметизированы.
В электропечах непрерывного действия паяемые изделия с помощью транспортирующего устройства передвигаются от загрузочного окна к разгрузочному, нагреваясь до заданной температуры. Печи непрерывного действия имеют большую производительность и их сравнительно просто компоновать в поточные и автоматические линии.
Печи, как правило, имеют несколько тепловых зон с самостоятельным регулированием температуры, что позволяет с достаточной точностью выдерживать различные графики нагрева изделия. Обычно протяженность тепловой зоны составляет 1,5—2 м, но при необходимости получения точной температуры на небольшом участке размеры зон уменьшают до 1 м. Температура в зонах колеблется в пределах 10—15 °С. В случае необходимости печи комплектуют камерами охлаждения. В зависимости от скорости охлаждения камеры охлаждения конструктивно могут быть выполнены с водоохлаждаемыми стенками, с водоохлаждаемыми стенками и вентиляторами, с обрызгиванием изделия (допустимо при работе в воздушной атмосфере), с футерованными стенками (без нагревателей или с ними).
Печи непрерывного действия рассчитаны на работу в окислительной (воздушной) и контролируемых атмосферах. В последнем случае камеры нагрева и охлаждения выполнены герметичными, для чего они снабжены загрузочными и разгрузочными шлюзовыми камерами. По типу транспортирующего устройства электропечи непрерывного действия подразделяют на конвейерные и карусельные.
Конвейерные печи применяют для пайки мелких и средних изделий массового и крупносерийного производства. По плоскости перемещения изделий печи бывают горизонтальные и вертикальные. Вертикальные печи занимают меньшую площадь, однако не нашли широкого применения вследствие неравномерности распределения температуры по высоте печи, необходимости устройств для крепления изделий и сложности обслуживания, хотя они и удобны для пайки однотипных изделий.
Преимущество карусельных печей заключается в возможности использования их при высоких температурах, так как несущая часть подины может быть выполнена керамической, а рабочая камера печи не имеет металлических деталей, ограничивающих температуру нагрева.
В карусельных печах можно нагревать изделия сложной конфигурации без поддонов, что не всегда возможно в конвейерных печах. Недостатки карусельных печей заключаются в трудности механизации и неудобстве использования их в поточных линиях из-за того, что загрузочные окна расположены рядом.
Для пайки в контролируемых атмосферах используют печи, оконные проемы которых снабжены пламенной завесой.
Вакуумные электропечи подразделяют на садочные и методические.
Садочные печи, как правило, предназначены для единичного или серийного производства. В таких печах изделие в течение всего цикла остается неподвижным, а его загрузку и выгрузку осуществляют через одно окно.
Методические печи предназначены для массового производства; в них паяемое изделие в процессе пайки перемещается непрерывно или дискретно от загрузочного окна к разгрузочному. Существует также группа печей полунепрерывного действия, представляющих собой соединения нескольких камер, через которые последовательно проходит паяемое изделие. К подобному соединению относятся, например, сочетания камер загрузки, предварительного нагрева, рабочей и охлаждения. В этих печах, как и в методических, загрузку и выгрузку осуществляют через вакуумные шлюзы, но перемещение изделия здесь всегда дискретно.
В паяльном производстве среди садочных печей наибольшее распространение получили камерные, шахтные и колпаковые печи.
При пайке в обычных муфельных печах изделие помещают в металлический контейнер, внутри которого создают вакуум. К контейнеру подсоединяют откачную систему. Поскольку в контейнере, кроме паяемого изделия, нет других предметов, требующих обезвоживания, он может быть откачан быстро и до высокого вакуума. Однако муфельные печи работают при сравнительно низких температурах (800—1100°С); прочность разогретого муфеля невелика. Кроме того, при высоких температурах увеличивается диффузия воздуха через сварные швы и стенки муфеля.
4.2 Электронагревательные ванны
Для нагрева изделий под пайку путем теплопередачи от нагретых жидкостей — масла, расплавленных солей и щелочей применяют электронагревательные ванны. В паяльном производстве наибольшее распространение получили соляные ванны цилиндрической или прямоугольной формы с внешним или внутренним обогревом. Внутренний обогрев осуществляется электродными или трубчатыми электронагревателями (ТЭН). По рабочей температуре соляные ванны подразделяют на ванны с температурой до 650, 850, 1300 °С.
Электронагревательные ванны обладают следующими преимуществами перед печами сопротивления: 1) высокой равномерностью нагрева изделий вследствие значительно большей теплопроводности жидкости по сравнению с теплопроводностью газов; 2) высокой скоростью нагрева изделия благодаря высоким значениям коэффициента теплоотдачи от жидкости к металлу; 3) большой производительностью; 4) защитой изделий от окисления; изделия в процессе нагрева и выдержки изолированы от воздушной среды и при извлечении из ванны покрыты тонким слоем соли или флюса.
К недостаткам нагрева в электронагревательных ваннах следует отнести: 1) большой удельный расход электроэнергии из-за повышенных тепловых потерь зеркалом ванны; 2) необходимость непрерывной эксплуатации из-за сложности и длительности разогрева до рабочего состояния; 3) тяжелые и вредные условия труда; 4) необходимость очистки изделий от соли или флюса; 5) большой расход соли или флюса и необходимость предварительной сушки их перед загрузкой.
Ванны с внутренним обогревом по сравнению с ваннами с внешним обогревом меньше по габаритам, имеют меньшие теплопотери и меньший удельный расход электроэнергии. Кроме того, для селитровых ванн внутренний обогрев более безопасен, так как при этом менее вероятен перегрев дна ванны из-за загрязнения нижних слоев селитры. Недостаток такого обогрева состоит в малом сроке службы нагревательных элементов, вследствие эрозии трубчатого кожуха нагревателя при высоких температурах. Более экономичен электродный нагрев, так как при этом имеется возможность передвигать электроды по мере сгорания, что увеличивает срок их службы. Одновременно конструкция таких электродов обеспечивает электромагнитную циркуляцию соли в ванне. Соляные ванны питаются через понижающий трансформатор.
4.3 Индукционные нагревательные установки
Такие установки могут быть разделены на четыре группы.
1. По частоте питающего тока различают установки промышленной частоты, питающиеся от сети 50 Гц непосредственно или через специальные понижающие трансформаторы; установки повышенной частоты (500—10000 Гц), питающиеся от электромашинных преобразователей частоты.
2. По принципу действия установки могут быть методические и садочные, В методических установках изделие нагревается по мере его продвижения через индуктор. Электрические параметры этих установок в процессе работы не изменяются. В методических установках при неизменном темпе движения обеспечивается воспроизводимость режима пайки всех изделий, последовательно проходящих через индуктор. В садочных установках все участки изделия, помещенного в индуктор, нагреваются до заданной температуры одновременно. Электрические параметры этих установок в процессе нагрева изделия могут меняться в зависимости от изменения физических характеристик изделия при повышении их температуры.
Для серийного и массового производства однотипных изделий, подвергаемых пайке, целесообразно применять печи методического действия, которые по сравнению с садочными имеют более высокую производительность, более полную загрузку источника питания во времени (высокий коэффициент использования мощности) и большую стабильность режима.
Для мелкосерийного и опытного производства, где часто приходится перестраивать нагреватель на другое изделие, что занимает значительное время, применяют сравнительно простые садочные установки, обеспечивающие возможность регулирования режима пайки в широком диапазоне.
3. По характеру атмосферы в рабочем пространстве различают установки с окислительной (воздушной) средой, активной газовой средой и вакуумные. Основным элементом индукционных нагревательных установок служит индуктор, представляющий собой катушку (соленоид), изготовленную из медной водоохлажденной трубки.
4. По типу индуктора различают установки с цилиндрическими, прямоугольными и щелевыми индукторами.
Индукционные установки состоят из камеры нагрева с индуктором, конденсаторной батареи, механизма загрузки изделия, шкафов коммутации и управления. В установках методического действия все операции по загрузке изделий, их перемещению через индуктор и выгрузке полностью автоматизированы. Установки питаются от индивидуальных генераторов повышенной частоты или централизованной сети частотой 50, 1000, 2500 и 8000 Гц. Для пайки малогабаритных изделий используют специальные автоматические или полуавтоматические установки, в которых паяемое изделие помещают под кварцевый колпак, внутри которого создается необходимый вакуум или подается контролируемая атмосфера. Нагревательный индуктор располагают снаружи колпака.
Это нагревательное устройство, используемое при низкотемпературной пайке. Рабочим элементом паяльника служит наконечник (жало).
По способу нагрева наконечника различают паяльники непрерывного и периодического действия: Непрерывный нагрев наконечника осуществляют газовым, бензиновым, керосиновым пламенем, а также электрическим током. В электропаяльниках нагревательный элемент располагается с внешней стороны наконечника или внутри него. В условиях серийного и массового производства электропаяльники снабжены устройствами, обеспечивающими механическую, полуавтоматическую и автоматическую подачу припоя.
В паяльниках периодического действия наконечник нагревают внешним источником теплоты или встроенным в паяльник источником, работающим в импульсном режиме.
При низкотемпературной пайке металлов со стойкой оксидной пленкой применяют специальные паяльники — ультразвуковые и абразивные, а также с вибрирующей щеткой. К высокотемпературным паяльникам, обеспечивающим разогрев наконечника до 900 °С, относятся паяльники с плазменным нагревом. Технические данные паяльников приведены в работе.
5. ЗАКЛЮЧЕНИЕ. ЗНАЧЕНИЕ ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИИ ПАЙКИ ИЗДЕЛИЙ ПРИ ПОДГОТОВКЕ ПРОИЗВОДСТВА
В последние годы условия разработки технологии пайки при подготовке производства существенно усложнились. Причины этого — в быстром расширении номенклатуры паяемых изделий, дальнейшем усложнении их конструкционных особенностей, повышении и расширении требований к эксплуатационным характеристикам, увеличении разнообразия используемых в паяных изделиях сплавов, а также в необходимости существенного ускорения подготовки производства и перехода к гибким производственным системам (ГПС).
Технология пайки изделий все шире базируется на успехах ряда смежных фундаментальных и технических наук— химии, физической химии (особенно такого ее раздела, как термодинамика), физики металлургии, теории прочности, металловедения, что стимулирует исследование процессов пайки и расширяет ее технологические возможности в производстве. Результаты всех этих исследований облегчают оптимизацию проектирования технологии пайки.
Кроме чисто технологического аспекта проблемы проектирования технологии пайки, необходимо учитывать аспекты технико-экономические, связанные с учетом стоимости и дефицитности применяемых материалов для пайки (припоев, флюсов, газовых сред и др.), норм их расхода, стоимости и производительности оборудования, средств автоматизации, механизации и роботизации, а также экологические аспекты, связанные с необходимостью сохранения окружающей среды в связи с токсичностью многих компонентов припоев, газовых сред, флюсов.
Проектирование технологии и технологических процессов до недавнего времени производилось только эвристическими методами. Вместе с тем быстрый рост информации в области теории, технологии и оборудования пайки, затрудняющий ее быструю переработку, приводит к использованию неполных данных и существенно зависит от эрудиции технолога. При этом многие достижения в области паяльного производства остаются неучтенными, выбранная технология — неоптимальной, а процесс разработки — длительным.
Вследствие быстрого роста объемов информации возможности ее переработки, накопления и использования при выборе технологии пайки изделий стали превосходить возможности не только одного человека, но и достаточно широкого круга технологов, работающих над изделием. Поэтому возникла необходимость использования для этой цели памяти ЭВМ. Это тем более необходимо, что при разработке технологии в процессе подготовки производства приходится сталкиваться с множеством альтернативных решений, что без использования ЭВМ затрудняет оптимизацию технологии и технологических процессов. Эта проблема достаточно сложна.