Технология закалки и отпуска стали
Термическая обработка сталей – одна из самых важных операций в машиностроении, от правильного проведения которой зависит качество выпускаемой продукции. Закалка и отпуск сталей являются одними из разнообразных видов термообработки металлов.
Тепловое воздействие на металл меняет его свойства и структуру. Это позволяет повысить механические свойства материала, долговечность и надежность изделий, а также уменьшить размеры и массу механизмов и машин. Кроме того, благодаря термообработке, для изготовления различных деталей можно применять более дешевые сплавы.
Термообработка стали заключается в тепловом воздействии на металл по определенным режимам ля изменения его структуры и свойств.
К операциям термообработки относятся:
Термообработка стали: закалка отпуск – зависит от следующих факторов:
Закалка
Закалка стали – это процесс термообработки, суть которого заключается в нагреве стали до температуры выше критической с последующим быстрым охлаждением. В результате этой операции повышаются твердость и прочность стали, а пластичность снижается.
При нагреве и охлаждении сталей происходит перестройка атомной решетки. Критические значения температур у разных марок сталей неодинаковы: они зависят от содержания углерода и легирующих примесей, а также от скорости нагрева и охлаждения.
После закалки сталь становится хрупкой и твердой. Поверхностный слой изделий при нагреве в термических печах покрывается окалиной и обезуглероживается тем более, чем выше температура нагрева и время выдержки в печи. Если детали имеют малый припуск для дальнейшей обработки, то брак этот является неисправимым. Режимы закалки закалки стали зависят от ее состава и технических требований к изделию.
Охлаждать детали при закалке следует быстро, чтобы аустенит не успел превратиться в структуры промежуточные (сорбит или троостит). Необходимая скорость охлаждения обеспечивается посредством выбора охлаждающей среды. При этом чрезмерно быстрое охлаждение приводит к появлению трещин или короблению изделия. Чтобы этого избежать, в интервале температур от 300 до 200 градусов скорость охлаждения надо замедлять, применяя для этого комбинированные методы закалки. Большое значение для уменьшения коробления изделия имеет способ погружения детали в охлаждающую среду.
Нагрев металла
Все способы закалки стали состоят из:
Изделия из углеродистой стали нагревают в камерных печах. Предварительный подогрев в этом случае не требуется, так как эти марки сталей не подвергаются растрескиванию или короблению.
Сложные изделия (например, инструмент, имеющий выступающие тонкие грани или резкие переходы) предварительно подогревают:
Нагрев всех частей изделия должен протекать равномерно. Если это невозможно обеспечить за один прием (крупные поковки), то делаются две выдержки для сквозного прогрева.
Если в печь помещается только одна деталь, то время нагрева сокращается. Так, например, одна дисковая фреза толщиной 24 мм нагревается в течение 13 минут, а десять таких изделий – в течение 18 минут.
Защита изделия от окалины и обезуглероживания
Для изделий, поверхности которых после термообработки не шлифуются, выгорание углерода и образование окалины недопустимо. Защищают поверхности от подобного брака применением защитных газов, подаваемых в полость электропечи. Разумеется, такой прием возможен только в специальных герметизированных печах. Источником подаваемого в зону нагрева газа служат генераторы защитного газа. Они могут работать на метане, аммиаке и других углеводородных газах.
Если защитная атмосфера отсутствует, то изделия перед нагревом упаковывают в тару и засыпают отработанным карбюризатором, чугунной стружкой (термисту следует знать, что древесный уголь не защищает инструментальные стали от обезуглероживания). Чтобы в тару не попадал воздух, ее обмазывают глиной.
Соляные ванны при нагреве не дают металлу окисляться, но от обезуглероживания не защищают. Поэтому на производстве их раскисляют не менее двух раз в смену бурой, кровяной солью или борной кислотой. Соляные ванны, работающие на температурах 760 – 1000 градусов Цельсия, весьма эффективно раскисляются древесным углем. Для этого стакан, имеющий множество отверстий по всей поверхности, наполняют просушенным углем древесным, закрывают крышкой (чтобы уголь не всплыл) и после подогрева опускают на дно соляной ванны. Сначала появляется значительное количество языков пламени, затем оно уменьшается. Если в течение смены таким способом трижды раскислять ванну, то нагреваемые изделия будут полностью защищены от обезуглероживания.
Степень раскисления соляных ванн проверяется очень просто: обычное лезвие, нагретое в ванне в течение 5 – 7 минут в качественно раскисленной ванне и закаленное в воде, будет ломаться, а не гнуться.
Охлаждающие жидкости
Основной охлаждающей жидкостью для стали является вода. Если в воду добавить небольшое количество солей или мыла, то скорость охлаждения изменится. Поэтому ни в коем случае нельзя использовать закалочный бак для посторонних целей (например, для мытья рук). Для достижения одинаковой твердости на закаленной поверхности необходимо поддерживать температуру охлаждающей жидкости 20 – 30 градусов. Не следует часто менять воду в баке. Совершенно недопустимо охлаждать изделие в проточной воде.
Недостатком водяной закалки является образование трещин и коробления. Поэтому таким методом закаливают изделия только несложной формы или цементированные.
Пары, образующиеся при закалке в растворе каустика, вредны для человека, поэтому закалочную ванну обязательно оборудуют вытяжной вентиляцией.
Следует остерегаться попадания воды в масляную ванну, так как это может привести к растрескиванию изделия. Что интересно: в масле, разогретом до температуры выше 100 градусов, попадание воды не приводит к появлению трещин в металле.
Недостатком масляной ванны является:
Вам нужно быстро и качественно нарезать металл? Воспользуйтесь плазменной резкой! Как правильно ее выполнять, читайте в этой статье.
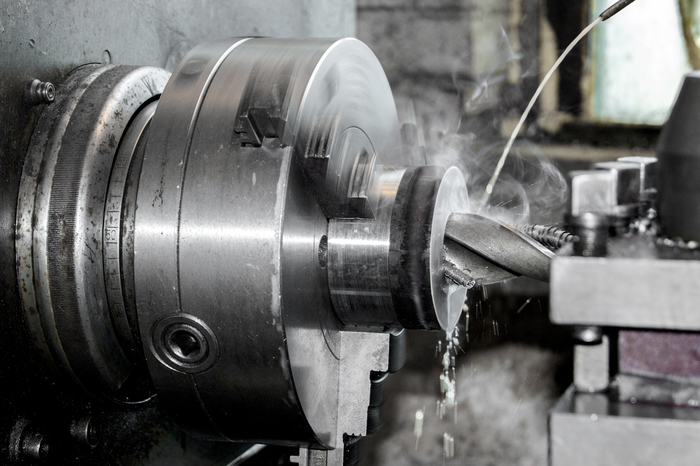
Если вас интересует, как сделать токарную обработку металлических изделий, читайте статью по https://elsvarkin.ru/obrabotka-metalla/tokarnaya-obrabotka-metalla-obshhie-svedeniya/ ссылке.
Процесс отпуска
Отпуску подвергаются все закаленные детали. Это делается для снятия внутренних напряжений. В результате отпуска несколько снижается твердость и повышается пластичность стали.
В зависимости от требуемой температуры отпуск производится :
Температура отпуска зависит от марки стали и требуемой твердости изделия, например, инструмент, для которого необходима твердость HRC 59 – 60, следует отпускать при температуре 150 – 200 градусов. В этом случае внутренние напряжения уменьшаются, а твердость снижается незначительно.
Быстрорежущая сталь отпускается при температуре 540 – 580 градусов. Такой отпуск называют вторичным отвердением, так как в результате твердость изделия повышается.
Изделия можно отпускать на цвет побежалости, нагревая их на электроплитах, в печах, даже в горячем песке. Окисная пленка, которая появляется в результате нагрева, приобретает различные цвета побежалости, зависящие от температуры. Прежде чем приступать к отпуску на один из цветов побежалости, надо очистить поверхность изделия от окалины, нагара масла и т. д.
Обычно после отпуска металл охлаждают на воздухе. Но хромоникелевые стали следует охлаждать в воде или масле, так как медленное охлаждение этих марок приводит к отпускной хрупкости.
Почему закаливают железо в масле а не в воде. интересует различие физики закаливания
В воде тоже закаливают, естественно не железо, а стали.
При закалке в масле скорость охлаждения значительно меньше, чем в воде. Это уменьшает закалочные напряжения и опасность образования трещин. Такое преимущество масла позволяет закаливать в нем крупные детали сложной формы, не опасаясь возникновения трещин.
Масло ж вроде и загореться может. Но я совсем не знаток.
Наиболее часто в качестве охлаждающей жидкости при закалке используются вода и масло. Строго говоря, ни то ни другое полностью не соответствуют необходимым требованиям, к которым относятся:
1) быстрое охлаждение в интервале температур минимальной устойчивости аустенита — 650—550°С ;
2) охлаждение с умеренной скоростью в интервале температур мартенситного превращения — 300—200°С.
Последнее обусловлено тем, что мартенситное превращение происходит не одновременно по всему объему детали: раньше оно начинается у поверхности, в результате чего появляются внутренние напряжения и возможны трещины. При меньшей скорости охлаждения такие напряжения также будут меньшими.
При закалке в масле скорость охлаждения получается значительно меньшая, чем в воде. В первый период, при температуре 650—550°С, масло охлаждает со скоростью примерно в 6 раз меньшей, чем циркулирующая вода. Этого уже недостаточно для закалки углеродистых сталей, но вполне подходит для легированных. Зато во второй период, при температуре 200°С, скорость охлаждения в масле в 28 раз ниже, чем в воде. Это значительно уменьшает закалочные напряжения и опасность образования трещин. Такое преимущество масла позволяет закаливать в нем крупные детали сложной формы, не опасаясь возникновения трещин.
Всем привет! Как и писал в одном из выпусков «It’s a Man’s Man’s Man’s World», я работаю на предприятии в отделении термической обработки. В комментариях набралось несколько человек, которые желали видеть более детально мою работу. Надеюсь, не только им будет интересна моя сфера деятельности, и каждый сможет открыть для себя что то новое.
С того времени я начал сбор материала для поста, ушел в отпуск и написал пост.
Термической обработкой называют совокупность операций нагрева, выдержки и охлаждения металлических сплавов, находящихся в твёрдом состоянии, для изменения их структуры и получения нужных физико – механических свойств.



После того, как с деталек испарилась вся вода, можно погружать в среду закалки. Для этого мы берем «крючок» (опять таки, ручной работы!), цепляем «приспособление» и погружаем.



Отпуск — технологический процесс, заключающийся в термической обработке закалённого на мартенсит сплава или металла, при которой основными процессами являются распад мартенсита, а также полигонизация и рекристаллизация.
Отпуск проводят с целью получения более высокой пластичности и снижения хрупкости материала при сохранении приемлемого уровня его прочности.






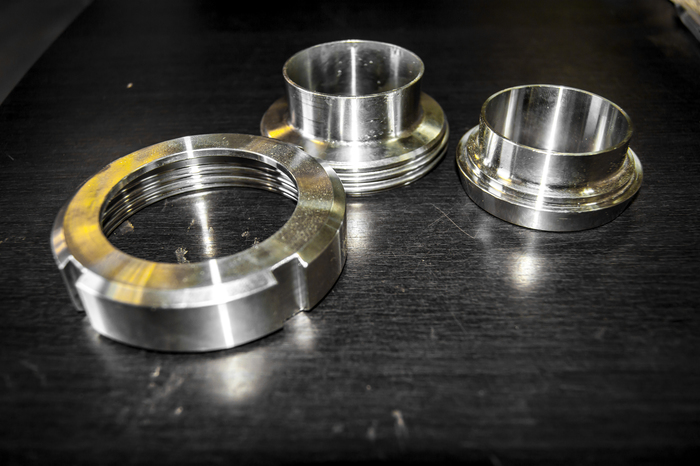
Про прошествии часа-полтора, достаем готовые детали и оставляем охлаждаться их на воздухе для ожидания дальнейшей транспортировки. Теперь они «получили» и «закрепили» нужную твердость и с ними можно делать все что угодно. Их характеристики соответствуют ТЗ в наряде.

P.S. Работу я люблю и дорожу ей, а так же надеюсь, что претензий к фото не будет и мне не достанется от работодателя за публикации данных фотографий.))
Всем удачной рабочей недели!
Приветствую брат термист.
хорошее оборудование для музея. вообще считал сталь 20 не калится, только улучшение
Здравствуйте!я так же работаю термистом,калим шаропрокатные валки сталь 40х,7.30 нагрев 880 градусов;калим в масле 30 мин,на воздухе 30 мин,отпуск 5 часов 200 градусов,твердость нужна 55-58,никак не выходит.подскажите, возможно нужно что нибудь поменять в технологии.боремся уже неделю
Круть, ТС, очень интересно! Пиши еще! В горячем запилили пост про производство карандашей, где оказались тупо фотки без подписей, у меня из-за него полдня было обломное чувство, что мне «недоложили» технологического процесса, а твой пост принёс глубокое моральное удовлетворение. С удовольствием почитаю ещё.
Шикарно, просто шикарно. Подскажите годную литературу по термообработке, буду крайне признателен. p.s. подписался
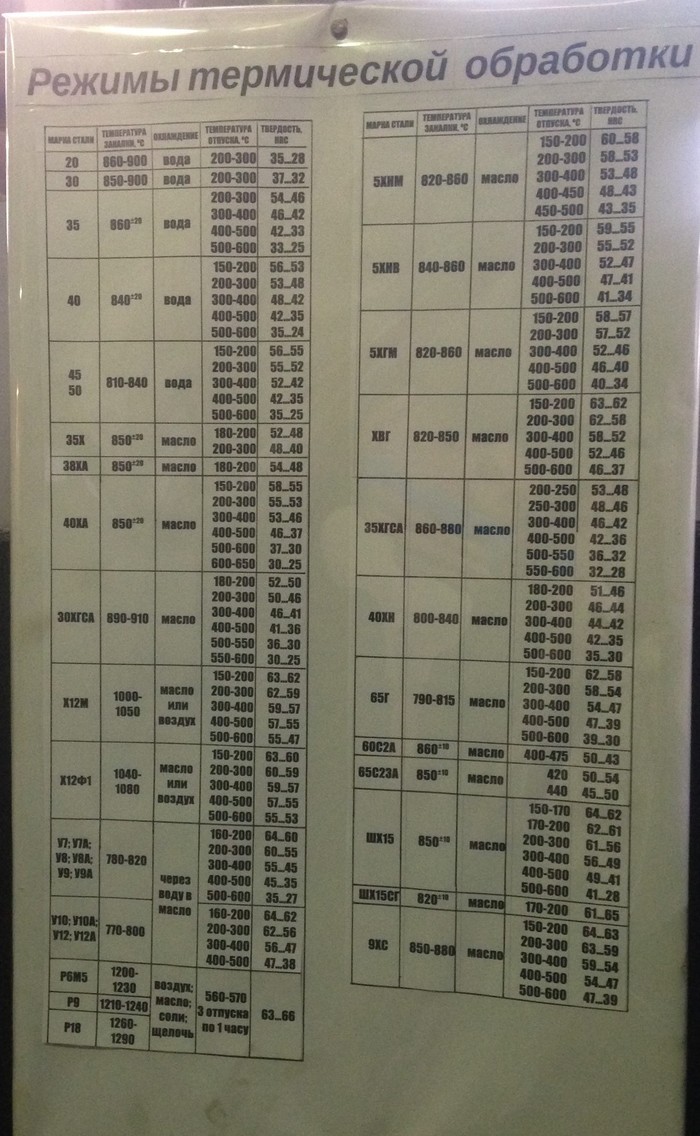
Табличка это вся технология?


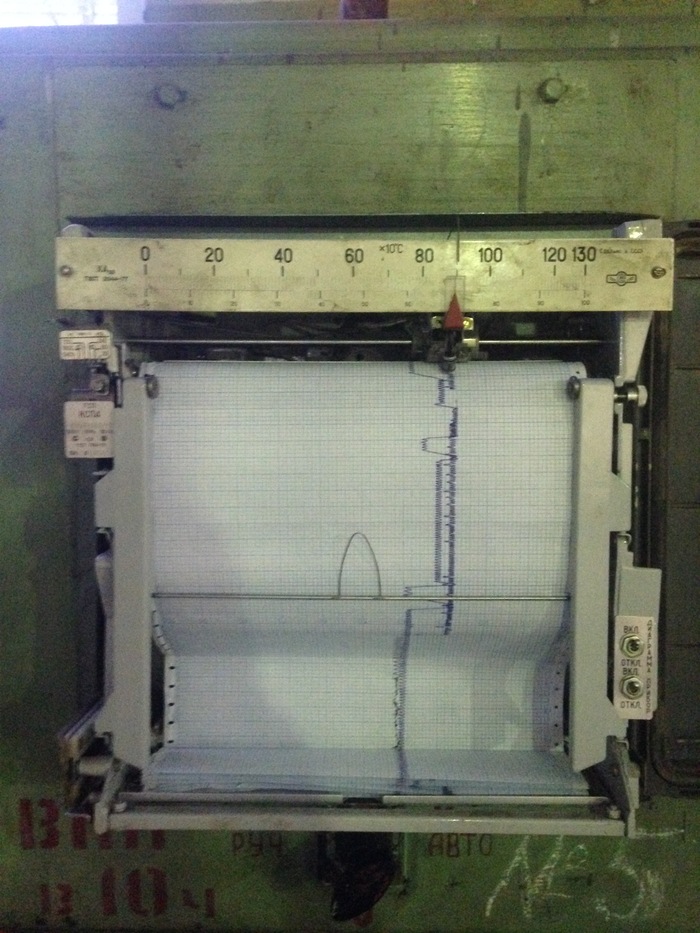
Рабочее

Для меня же наоборот, рабочие профессии являются гораздо более достойными, чем «купи-продай» и «говорящие ютубные головы».
И порой довольно интересные фотографии в цеху получаются. )



Опыты по закалке стали ШХ15
Добрались руки до опытов с термической обработкой инструментальной стали, выбор пал на ШХ15, так как она довольно сильно распространена и в её обработке нет особых сложностей. Попробую рассказать, что из этого вышло, возможно кому-то будет полезно.

Нагрев буду проводить без какой-либо защиты, температура окончательного нагрева по справочнику 830-860 град., причем нижний диапазон выбирается для изделий небольшого сечения и структуры мелкозернистого или пластинчатого перлита, а верхний диапазон для более массивных деталей и более грубой структуры.
Если нет возможности определить температуру по приборам, то можно попытаться сделать это на глаз, зная, как зависит цвет стали от температуры нагрева.
Так называемые цвета каления

И так есть печь и температура, как выбрать время выдержки? Оно зависит от объема садки, от сечения детали. В подобных печах берется 1,5 минуты на 1 мм сечения, но не менее 5 минут для тонких деталей.
Чтобы снизить возможность образования трещин и уменьшить деформации, охлаждение производят в масло типа И12 с температурой 30-50 градусов. Были попытки закалки на воду, но из-за слишком быстрой скорости охлаждения пошли трещины от концентраторов напряжений.
Охлаждение вытянутых, длинных деталей нужно производить в вертикальном положении опять же, чтобы уменьшить коробление, перенос из печи в закалочную ёмкость осуществить быстро, чтобы изделие не успело подстыть, а то не получится должной закалки, успеет произойти промежуточное превращение.
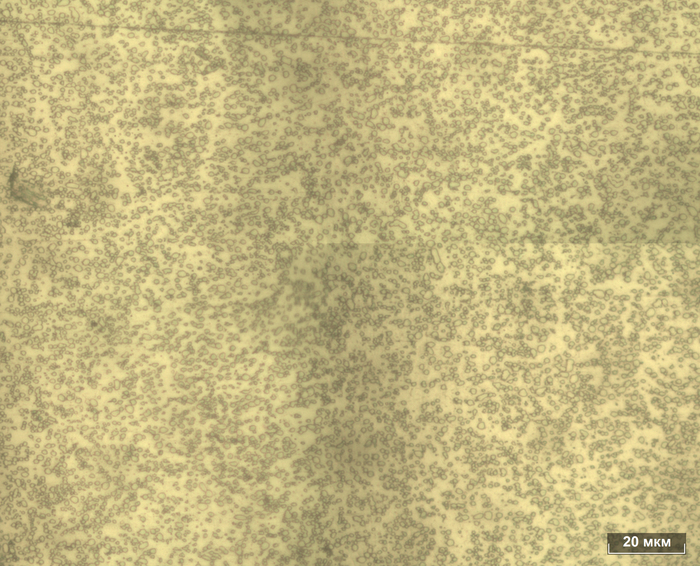
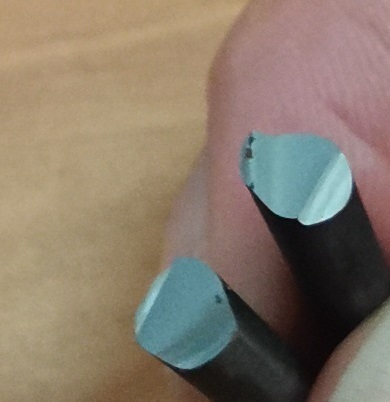
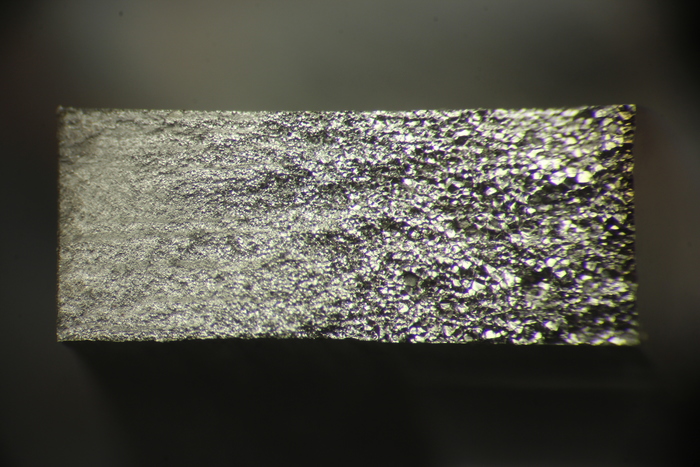
Чтобы оценить, получилась закалка или нет, не имея под рукой ни микроскопа ни твердомера, можно взять надфиль и попробовать, как он «берёт» нашу деталь. При должной закалке мы получим твердость около 65 HRC, примерно такую же имеет и надфиль, он не должен оставлять заметных следов на закаленной детали. Чтобы оценить структуру, можно выполнить излом и посмотреть на него, если все сделали правильно, то излом будет матово-серый, фарворовидный, как на фото ниже
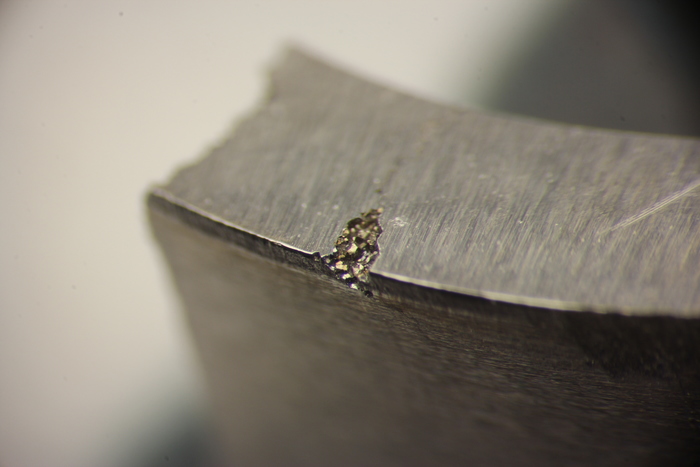
Перегрев сообщает детали пониженные механическое свойства, оно становится хрупким, кромки легко скалываются
В заключении оставлю ролик, где показываю, как проводил закалку
Как я работал в цехе термообработки на заводе
Как правильно самому закалить металл и сталь в домашних условиях: нагрев и отпуск железа в масле своими руками

Процесс термической металлообработки кажется сложным. Но его можно провести даже дома, правда – с дополнительной подготовкой. Перед началом лучше почитать нашу статью о том, как правильно своими руками закалить мягкий металл, сталь или вал в домашних условиях в масле.
Введение
Есть характеристика стали – наследственная и приобретенная зернистость. Размер зерна может быть меньше и больше, а также он меняется под воздействием высоких температур. Насколько быстро – зависит от количества примесей. Нельзя однозначно сказать, какая кристаллическая решетка, какие соединения лучше. В одних случаях от этого зависит прочность, в других пластичность. Этот показатель необходимо менять в зависимости от того, какая обработка предстоит. Если листовую сталь или профиль планируют подвергнуть резке, то следует провести процедуру, приводящую к укрупнению зерна. А если работа предстоит с высокоуглеродистой сталью, то лучше обрабатываются заготовки с мелкозернистой структурой. Изменить зернистость достаточно трудно. При этом нужно учитывать наследственную склонность. Это не значит, что сплав в любом случае будет иметь крупные зерна, но при одинаковом нагреве двух брусков с различной наследственностью один быстрее другого произведет рост соединений. Поэтому фактор очень важен при подборе нагрева. Понимать, как правильно закалять металл в домашних условиях можно только выборочно, следует знать химический состав. Сплав имеет множество примесей. Среди них:
Если углерода в составе от 0% до 2,18%, то мы имеет дело со сталью – низкоуглеродистой (до 0,8%) или углеродистой. А если его больше, чем 2,18%, то перед нами прочный чугун. Делаем вывод: характеристики зависят от двух причин:
И если первое вы не сможете изменить самостоятельно, то второе – наверняка.
Технологические нюансы: как правильно закаливать металл
Сама процедура включает в себя три шага – нагрев, выдержку и остывание. Оттого, какой результат вы хотите получить и на каком материале работаете, выбирают различные параметры: предел, продолжительность, а также способы охлаждения. Приведем таблицу с несколькими марками стали:
| Марка | Температура в градусах | Среда охлаждения |
| у9, у9а, у10, у10а | от 770 до 800 | вода |
| 85хф, х12 | от 800 до 840 | масло |
| хвт | от 830 до 830 | |
| 9хс | от 860 до 870 | |
| хв5 | от 900 до 1000 | |
| 9х5вф | от 1000 до 1050 | |
| р9, р18 | от 1230 до 1300 | селитра |
Есть две основные цели термообработки:
Термообработка: как лучше закалить железо в домашних условиях
Это процесс нагрева с дальнейшим охлаждением для изменения свойств. Помещаем в печь обычный сплав, а достаем – закаленный, который менее восприимчив к внешним деформациям. Для чего это нужно? При первичной обработке, например при штамповке, резке или литье, внутри сплава появляются внутренние напряжения, которые очень негативно воздействуют на прочностные характеристики и увеличивают хрупкость. Есть четыре типа термообработки:
Проверка твердости после закаливания металла в домашних условиях
Привычное для всех в обиходе слово является точным термином и применяется преимущественно к цельным изделиям. Для проверки в поверхность вдавливается шарик или конус из инструментальной стали, а дальше по формулам производится расчет в зависимости от того, насколько глубокий след остался и какая сила была приложена. Есть еще один вариант – прибор Роквелла, но его использование дома или в квартире практически невозможно. Единица измерения твердости – HRC. Для сравнения значений:
Правильная закалка и отпуск металла в домашних условиях своими руками в масле
Для углеродистых и легированных сталей, лучше всего использовать масляную жидкость. Причины следующие:
Есть специальный аппарат – пирометр – он напоминает градусник, но измерения проводят без непосредственного контакта. Он дорогостоящий, поэтому для домашней работы покупать его не стоит. Посмотрим таблицу цветов, как по ней определять температуру:
| Наименование цвета | Температура в градусах Цельсия |
| Ослепительно белый | 1250-1300 |
| Светло-желтый | 1150-1250 |
| Темно-желтый | 1050-1150 |
| Оранжевый | 900-1050 |
| Светло-красный | 830-900 |
| Светло-вишнево-красный | 800-830 |
| Вишнево-красный | 770-800 |
| Темно-вишнево-красный | 730-770 |
| Темно-красный | 650-730 |
| Коричнево-красный | 580-650 |
| Темно-коричневый | 530-580 |
Отпуск
Обработка требуется для того, чтобы убрать напряжения, образованные при первичной обработке. Различают три степени:
Для определения побежалости также есть таблица цветов:
| Наименование цвета | Температура в градусах Цельсия |
| Серый | 325 |
| Светло-синий | 310 |
| Ярко-синий | 295 |
| Фиолетовый | 285 |
| Пурпурно-красный | 275 |
| Красно-коричневый | 265 |
| Коричнево-желтый | 255 |
| Соломенно-желтый | 240 |
| Светло-желтый | 225 |
| Светло-соломенный | 200 |
Выбор режима следует осуществлять согласно данным:
| Вид отпуска | Температура в градусах Цельсия | Фазовый состав | Применение |
| Низкий | 120-250 | Мартенсит отпуска | Измерительные инструменты, штампы холодного деформирования |
| Средний | 350-500 | Троостит отпуска | Пружины, рессоры, штамповый инструмент горячего деформирования |
| Высокий | 500-650 | Сорбит отпуска | Валы, кулачки, червячные механизмы, шестерни |
Как закалять сталь в домашних условиях: особенности процесса
Рекомендации для правильной закалки:
Последний совет можно выполнить, если ознакомиться с таблицей:
| закалка в градусах цельсия | отпуск |
| 1200 | 390 |
| 380 | |
| 1100 | 370 |
| 360 | |
| 1050 | 350 |
| 340 | |
| 980 | 330 |
| 320 | |
| 930 | 310 |
| 300 | |
| 870 | 290 |
| 810 | 280 |
| 270 | |
| 760 | 260 |
| 250 | |
| 700 | 240 |
| 230 | |
| 650 | 220 |
| 210 | |
| 600 | 200 |